

El aceite de canola es altamente valorado en la industria alimentaria por sus propiedades nutricionales y su versatilidad. La eficiencia en su producción depende de un control riguroso en cada etapa del proceso, desde la preparación de la materia prima hasta la purificación final del aceite. Este artículo explora con detalle la línea avanzada de producción de aceite de canola del Grupo Pingüino, destacando las tecnologías clave, controles operativos y estrategias de mantenimiento que garantizan un producto final de calidad superior.
La calidad del aceite comienza en la recepción y pretratamiento de las semillas de canola. El proceso incluye:
El Grupo Pingüino integra dos técnicas principales para maximizar el rendimiento y preservar la calidad nutricional:
Esta técnica mecanizada no supera los 50 °C, preservando antioxidantes y vitaminas. La presión aplicada se controla con precisión entre 120-180 bar, optimizando la liberación natural de aceite sin alterar sus propiedades. La eficiencia de extracción alcanza aproximadamente un 30-35% del contenido total de aceite en la semilla.
Para extraer aceite residual después del prensado, se utiliza hexano de grado alimenticio. El proceso se monitorea rigurosamente para asegurar que la concentración de solvente en el aceite final sea inferior a 1 ppm, garantizando seguridad y cumplimiento de certificaciones internacionales como ISO 9001 e HACCP. Esta técnica eleva el rendimiento total hasta un 98%, maximizando el aprovechamiento de la materia prima.

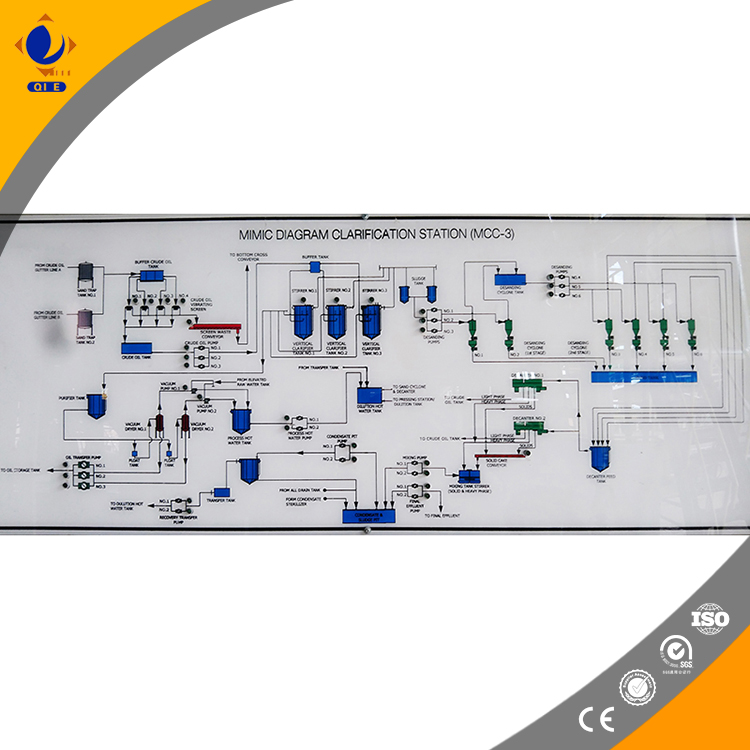
Tras la extracción, el aceite crudo pasa por varios procesos para eliminar impurezas físicas y químicas:
Estos pasos están sujetos a control automático que supervisa temperatura (entre 180-220 °C), tiempo de residencia y flujo para evitar degradaciones.
La línea de producción del Grupo Pingüino incorpora sistemas SCADA y PLC que permiten:
Esta automatización incrementa la precisión en un 25% comparado con procesos manuales, reduce tiempos de inactividad y mejora la seguridad laboral.

Para asegurar continuidad y eficiencia en la planta, es fundamental implementar un programa de mantenimiento estructurado que incluye:
Estos procedimientos permiten extender la vida útil de los equipos en más de un 40% y reducir interrupciones no planificadas en un 30%.
La adhesión a normas ISO 22000 (inocuidad alimentaria), certificaciones orgánicas y auditorías GMP son esenciales para la competitividad en mercados internacionales.
El Grupo Pingüino garantiza que cada lote sometido a producción supera estrictas pruebas microbiológicas, físico-químicas y organolépticas, fortaleciendo la confianza de distribuidores y consumidores finales.
Esto abre puertas en mercados exigentes de Europa, América del Norte y Asia, donde las barreras regulatorias y los requisitos de etiquetado son cada vez más rigurosos.








